Our Equipment
Tools & Technologies
At Quadcan, we are constantly adapting to the changes in the field of surface and sub-surface well cementing operations by using innovative well cementing and pumping equipment. As an oilfield service company, we possess the resources, necessary operational experience, the most advanced and modern technology, and analytical techniques to meet the demands associated with well cementing operations. Optimize your operations today using our technology and experience. This Quadcan trailer-mounted unit is suitable for towing via a fifth-wheel trailer attachment by a tandem-axle truck. This unit shall be suitable for use in ambient temperature ranges of 0C to +55C (+32F to +131F). In standard performance, the unit will deliver a maximum of 600hhp (447kW) brake horsepower.

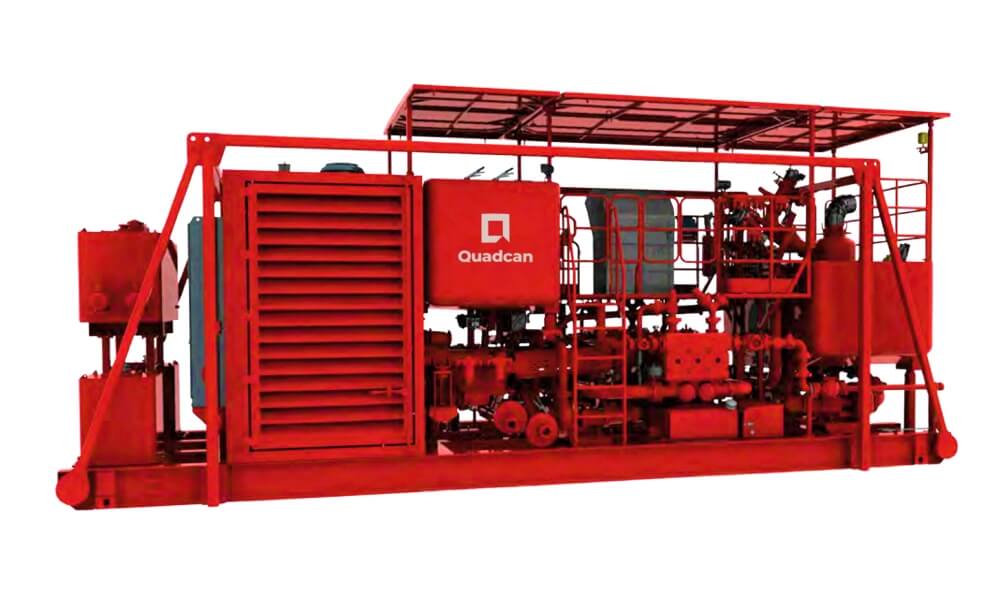

Quadcan Trailer-mounted and Skid-mounted Twin-Triplex Pump Cementing Unit
Standard features include Deck engine: MTU/DDC series 60 rated 600hhp @2,100rpm; Deck transmission: Allison 4700 OFS; Triplex pumps: QUADCAN600S (short/compact version) (3” + 4.5”); Displacement tank: 4m³ (24bbl) total capacity, 2 compartments; Mix water pump: 4”×3”×13” centrifugal; Boost pump: 6”× 5”× 11” centrifugal; Recirculation pump: 6”×5”× 11” centrifugal; Cement slurry mixing system: Automatic Mixing System (AMS2.5) automatic and manual control high-energy recirculation mixing system; Slurry tank: 4.0m³ (24bbl) tank with diffuser, tub level indicator and hydraulic paddles (two compartments: 9bbl mixing tank & 15bbl average tank); and Controls & DAS System: Control platform and control console with Quadcan Data Acquisition System (QDAS).
Quadcan trailer-mounted and skid-mounted 100bbl cement batch mixer unit will be suitable for onshore and offshore cement batch mixing operations and for towing via a fifth-wheel attachment by a truck tractor. The unit shall be suitable for use in ambient temperature ranges of 0C to +55C (32F to +131F). This unit will be able to batch mix up to 100bbl of cement with a density range of 1 to 2.6g/cm3 (8.32 to 20.0ppg). The slurry can then be discharged to a high-pressure cement pumping unit at rates in the range of 0 – 3.18m3/min (0 – 20bpm).



Quadcan Trailer-mounted and Skid-mounted 100 Barrel Batch Mixer
Standard features of the equipment include Deck engine: CAT C9 ACERT, rated 300bhp @2,200rpm; Pump drive: Multi-output hydraulic drive gearbox plus hydraulic drive system; Batch mixing tank: Two (2) carbon steel vertical cylinder tanks, each tank 8m3 (50bbl) capacity with hydraulically-driven mixing paddle; Mixing System for pneumatically delivered dry cement mixing system; Centrifugal pump: Two (2) 6” x 5” x 11” C-pumps; and Control systems: Control platform and control console.
Quadcan 1.5 m3 surge tank is used to accurate the density of dry cement for oilfield cementing operation. The standard features include Bulk tank top head is standard ellipsoidal head and the bottle head is 60° ruffled taper head; Tank material of this silo adopts Q345R steel; Horizontal transmission distance: 5-15m; vertical transmission distance: 5-20m; The design and layout of the fluidized bed is scientific and rational for a long service life; A fluidized bed is installed inside the tank; There are 3 vertical support legs for the tank; Tank is installed with DN 450manhole, 5” feed-in pipeline, 5” discharge pipeline, 5” empty pipeline, 2” air inlet pipeline, DN 40 safety valve, check valve and pressure gauge; Each export of the tank installed with corresponding valves, switches.


Surge Tank
Other physical specifications are:
- Tank capacity: 1.5 m3 overall dimensions: F1,400 × H3,900mm
- Weight: 8,000kg design pressure: 0.2MPa
- Max. working pressure: 0.15MPa
- Design temperature: 50°C
- Continuous ash discharge rate: =1.5t/min
- Ash residue rate: =1%
- Relative humidity: =90%
Quadcan 51m3 cement silo is used to store dry cement for oilfield cementing operations. The standard features include Horizontal transmission distance: 5-15m; Vertical transmission distance: 5-20m; Fluidized bed installed inside the tank.
The design and layout of the fluidized bed will be scientific and rational for a long service life; Bulk tank top head is standard ellipsoidal head and the bottle head is 90° ruffled taper head; Tank installed with 20” manhole, 5” feed-in pipeline, 5” discharge pipeline, 2” air inlet pipeline, DN 40 safety valve and pressure gauge, Ash in/out control valve will be 5inch butterfly valve with wear-resisting rubber sealing, Stairs installed on the side to enable the operator climb to the top of the silo for maintenance, Cement silo designed with transportation skid.


Cement Silos
Our trailer and skid-mounted coiled tubing (CT) systems can be used for all conventional CT interventions including milling, cleanouts, stimulation, CT fracturing, e-line, and fluid displacements. The truck-mounted wet kit provides hydraulic power for all CT unit hydraulic systems. The CT unit design allows for quick rig-ups as the CT is stabbed into the injector during transportation. CT sizes vary from 31.8 mm (1¼ in.) to 88.9 mm (3½ in.). All units are equipped with data acquisition tools to record and display critical job parameters and monitor CT fatigue in real-time.


Trailer-mounted and Skid-mounted Coiled Tubing Unit
In our collection of equipment is a heavy-duty customized single drum wireline truck built on truck chassis. The truck consists of a drum for spooling the wire, a hydraulic system to power the drum, a power source or prime mover to drive the hydraulics, and an enclosed operator’s cab which houses the controls and the computer system for recording.
The construction is basic structure steel and aluminum skin for the external lining. The unit houses 3 sections. The first section consists of the drum drive assembly, measuring head, wet center hose reels. The second section houses an air-conditioned operator cabin and workshop fitted with two roof-mounted AC 13.5 BTU. Operator cabin consists of operator console, BOP & hydro testing controls, engine instrument panel, electrical lightening switches, operator chair, toolbox, and co-operator seat. The AC workshop houses a workbench, toolbox, diesel bath, and document holder. The third section houses a diesel engine-driven hydraulic power pack and auxiliary equipment.


Wireline Truck
We have a specialty nitrogen pumping unit, which allows us to provide Nitrogen-related services in any application. Our state-of-the-art equipment features modern electronics, motors, and pumps. All equipment have an enclosed control cab that store our computers and electronics and provide a safe, comfortable environment for our operators.
Standard features of this equipment include: 50 to 500 scm/min rate capability at 103 MPa; Tank capacity 7,000 to 9,000 scm; 500 to 1,200 hp deck engine, Direct-fired units, Climate controlled, enclosed operator cabin; Two independent systems, N2 pumping system, and acidizing pumping system, integrated on one unit to reduce the cost and footprint, delivering high economical efficiency; Wide displacement and pressure ranges, stable nitrogen discharge temperature and nitrogen purity above 99.99%, suitable for different job conditions; Visual interface of pumping control system delivers clear manifold operating process and easy operation; Mechanical and electronic protection systems equipped on the high-pressure end ensure the operator safety and reliable equipment operation; LN2 filter designed on the pipeline will filtrate the impurities, extending the service life of plunger pump cold end.



Acid and Nitrogen Pumping Unit